


لاصق SMT، المعروف أيضًا باسم لاصق SMT، أو اللاصق الأحمر SMT، هو عادةً معجون أحمر (أيضًا أصفر أو أبيض) موزع بالتساوي مع المُصلِّب والصبغة والمذيب ومواد لاصقة أخرى، ويُستخدم بشكل أساسي لتثبيت المكونات على لوحة الطباعة، ويتم توزيعه عادةً عن طريق التوزيع أو طباعة الشاشة الفولاذية. بعد تثبيت المكونات، توضع في الفرن أو فرن إعادة التدفق للتسخين والتصلب. الفرق بينه وبين معجون اللحام هو أنه يُعالَج بعد التسخين، حيث تبلغ درجة حرارة نقطة تجمده 150 درجة مئوية، ولن يذوب بعد إعادة التسخين، أي أن عملية التصلب الحراري للرقعة غير قابلة للعكس. يختلف تأثير استخدام لاصق SMT باختلاف ظروف المعالجة الحرارية والجسم المتصل والمعدات المستخدمة وبيئة التشغيل. يجب اختيار اللاصق وفقًا لعملية تجميع لوحة الدوائر المطبوعة (PCBA، PCA).
خصائص وتطبيقات وآفاق لاصق رقعة SMT
غراء SMT الأحمر هو نوع من مركبات البوليمر، ومكوناته الرئيسية هي المادة الأساسية (أي المادة الرئيسية عالية الجزيئات)، والحشو، وعامل المعالجة، والمواد المضافة الأخرى، وما إلى ذلك. يتميز غراء SMT الأحمر بخصائص اللزوجة والسيولة، ودرجة الحرارة، وخصائص الترطيب، وما إلى ذلك. ووفقًا لهذه الخاصية، فإن الغرض من استخدام الغراء الأحمر في الإنتاج هو جعل الأجزاء تلتصق بقوة بسطح PCB لمنعها من السقوط. لذلك، فإن لاصق الرقعة هو استهلاك نقي لمنتجات عملية غير أساسية، والآن مع التحسين المستمر لتصميم وعملية PCA، تم تحقيق إعادة التدفق من خلال الثقب ولحام إعادة التدفق على الوجهين، وتظهر عملية تركيب PCA باستخدام لاصق الرقعة اتجاهًا أقل وأقل.
غرض استخدام لاصق SMT
① منع تساقط المكونات أثناء اللحام الموجي. عند استخدام اللحام الموجي، تُثبّت المكونات على اللوحة المطبوعة لمنع تساقطها عند مرور اللوحة المطبوعة عبر أخدود اللحام.
② منع سقوط الجانب الآخر من المكونات أثناء عملية لحام الانصهار (عملية لحام الانصهار على الوجهين). في عملية لحام الانصهار على الوجهين، لمنع سقوط الأجهزة الكبيرة على الجانب الملحوم بسبب ذوبان اللحام بالحرارة، يجب استخدام غراء رقعة SMT.
③ منع إزاحة المكونات ووقوفها (عملية لحام إعادة الانصهار، عملية الطلاء المسبق). يُستخدم في عمليات لحام إعادة الانصهار وعمليات الطلاء المسبق لمنع الإزاحة والوقوف أثناء التركيب.
④ وضع العلامات (اللحام الموجي، اللحام بالصهر، الطلاء المسبق). بالإضافة إلى ذلك، عند تغيير الألواح والمكونات المطبوعة على دفعات، يُستخدم لاصق التصحيح لوضع العلامات.
يتم تصنيف لاصق SMT وفقًا لطريقة الاستخدام
أ) طريقة الكشط: يتم تحديد المقاسات من خلال طباعة وكشط شبكة الفولاذ. تُعد هذه الطريقة الأكثر استخدامًا، ويمكن استخدامها مباشرةً على مكبس معجون اللحام. يجب تحديد ثقوب شبكة الفولاذ وفقًا لنوع القطعة، وخصائص الركيزة، وسمكها، وحجمها، وشكلها. ومن مزاياها السرعة العالية، والكفاءة العالية، والتكلفة المنخفضة.
ب) نوع التوزيع: يُوضع الغراء على لوحة الدوائر المطبوعة بواسطة جهاز توزيع. يتطلب جهاز توزيع خاص، وتكلفته مرتفعة. يعتمد جهاز التوزيع على الهواء المضغوط، حيث يمر الغراء الأحمر عبر رأس توزيع خاص إلى المادة، ويتحكم في حجم نقطة الالتصاق وكميتها ووقتها وقطر أنبوب الضغط وغيرها من المعلمات. تتميز آلة التوزيع بمرونة وظائفها. بالنسبة للأجزاء المختلفة، يمكن استخدام رؤوس توزيع مختلفة، وضبط المعلمات، كما يمكن تغيير شكل وكمية نقطة الالتصاق، لتحقيق التأثير المطلوب. تتميز الآلة بسهولة الاستخدام والمرونة والثبات. من عيوبها سهولة سحب الأسلاك وتكوين الفقاعات. يمكن تعديل معلمات التشغيل، والسرعة، والوقت، وضغط الهواء، ودرجة الحرارة لتقليل هذه العيوب.
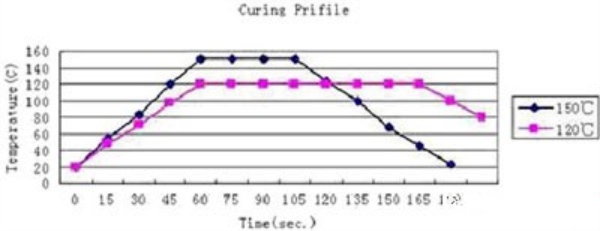
ظروف المعالجة النموذجية لرقعة لاصقة SMT
| درجة حرارة المعالجة | وقت المعالجة |
| 100 درجة مئوية | 5 دقائق |
| 120 درجة مئوية | 150 ثانية |
| 150 درجة مئوية | 60 ثانية |
ملحوظة:
1. كلما ارتفعت درجة حرارة المعالجة وطول وقت المعالجة، زادت قوة الترابط.
2، نظرًا لأن درجة حرارة لاصق الرقعة سوف تتغير مع حجم أجزاء الركيزة وموضع التركيب، فإننا نوصي بالعثور على ظروف التصلب الأكثر ملاءمة.
تخزين رقعة SMT
يمكن تخزينه لمدة 7 أيام في درجة حرارة الغرفة، وأكثر من 6 أشهر في أقل من 5 درجات مئوية، وأكثر من 30 يومًا في 5 إلى 25 درجة مئوية.
إدارة لاصق SMT
نظرًا لأن غراء SMT الأحمر يتأثر بدرجة الحرارة من خلال اللزوجة والسوائل والبلل وغيرها من الخصائص الخاصة به، لذلك يجب أن يتمتع غراء SMT الأحمر بشروط استخدام معينة وإدارة موحدة.
1) يجب أن يكون للغراء الأحمر رقم تدفق محدد، وفقًا لعدد التغذية والتاريخ والنوع والرقم.
2) يجب تخزين الغراء الأحمر في الثلاجة عند درجة حرارة تتراوح بين 2 إلى 8 درجات مئوية لمنع تأثر خصائصه بسبب تغيرات درجة الحرارة.
3) يجب تسخين الغراء الأحمر في درجة حرارة الغرفة لمدة 4 ساعات، حسب ترتيب الاستخدام من الداخل إلى الخارج.
4) بالنسبة لعملية التوزيع، يجب إذابة الغراء الأحمر للخرطوم، ويجب إعادة الغراء الأحمر الذي لم يتم استخدامه إلى الثلاجة للتخزين، ولا يمكن خلط الغراء القديم بالغراء الجديد.
٥) لملء نموذج تسجيل درجة حرارة الإرجاع بدقة، ودرجة حرارة الشخص المُعاد، ووقت الإرجاع، يجب على المستخدم تأكيد اكتمال درجة حرارة الإرجاع قبل الاستخدام. بشكل عام، لا يمكن استخدام الغراء الأحمر بعد انتهاء صلاحيته.
خصائص عملية لاصق رقعة SMT
قوة الاتصال: يجب أن يتمتع لاصق SMT بقوة اتصال قوية، بعد أن يتم تصلبه، حتى في درجة حرارة ذوبان اللحام لا يتقشر.
طلاء النقاط: في الوقت الحاضر، طريقة توزيع الألواح المطبوعة هي في الغالب طلاء النقاط، لذلك يجب أن يكون الغراء له الخصائص التالية:
① التكيف مع عمليات التركيب المختلفة
من السهل ضبط إمداد كل مكون
③ سهولة التكيف مع استبدال أنواع المكونات
④ كمية طلاء النقاط المستقرة
التكيف مع الآلة عالية السرعة: يجب أن يتوافق لاصق التصحيح المستخدم الآن مع السرعة العالية لطلاء البقعة وآلة التصحيح عالية السرعة، على وجه التحديد، أي طلاء البقعة عالي السرعة بدون سحب الأسلاك، أي التركيب عالي السرعة، واللوحة المطبوعة في عملية النقل، اللاصق لضمان عدم تحرك المكونات.
سحب الأسلاك، الانهيار: بمجرد أن يلتصق غراء الرقعة بالوسادة، لا يمكن للمكونات تحقيق الاتصال الكهربائي باللوحة المطبوعة، لذلك يجب ألا يكون غراء الرقعة سحبًا للأسلاك أثناء الطلاء، ولا ينهار بعد الطلاء، حتى لا يلوث الوسادة.
المعالجة بدرجة حرارة منخفضة: أثناء المعالجة، يجب أن تمر مكونات التوصيل المقاومة للحرارة الملحومة بلحام قمة الموجة أيضًا عبر فرن اللحام بالانصهار، لذلك يجب أن تلبي ظروف التصلب درجة الحرارة المنخفضة والوقت القصير.
الضبط الذاتي: في عملية اللحام بالصهر والطلاء المسبق، يُعالَج غراء الرقعة ويُثبَّت قبل ذوبان اللحام، مما يمنع المكون من الانغماس في اللحام والضبط الذاتي. واستجابةً لذلك، طوّر المصنعون رقعة ذاتية الضبط.
المشاكل الشائعة والعيوب والتحليلات المتعلقة بالمادة اللاصقة SMT
دفع سفلي
متطلبات قوة الدفع للمكثف 0603 هي 1.0 كجم، والمقاومة هي 1.5 كجم، وقوة الدفع للمكثف 0805 هي 1.5 كجم، والمقاومة هي 2.0 كجم، والتي لا يمكن أن تصل إلى الدفع المذكور أعلاه، مما يشير إلى أن القوة ليست كافية.
عادة ما تحدث نتيجة للأسباب التالية:
1. كمية الغراء ليست كافية.
2- الغرواني ليس معالجًا بنسبة 100%.
3، لوحة PCB أو المكونات ملوثة.
4، الغرواني نفسه هش، وليس له قوة.
عدم الاستقرار الثيكسوتروبي
يجب ضرب غراء المحقنة 30 مل عشرات الآلاف من المرات بواسطة ضغط الهواء حتى يتم استخدامه، لذلك يجب أن يكون غراء الرقعة نفسه ذو لزوجة ممتازة، وإلا فإنه سيتسبب في عدم استقرار نقطة الغراء، وقليل جدًا من الغراء، مما سيؤدي إلى قوة غير كافية، مما يتسبب في سقوط المكونات أثناء لحام الموجة، على العكس من ذلك، فإن كمية الغراء كثيرة جدًا، خاصة بالنسبة للمكونات الصغيرة، من السهل الالتصاق بالوسادة، مما يمنع التوصيلات الكهربائية.
غراء غير كاف أو نقطة تسرب
الأسباب والتدابير المضادة:
1. إذا لم يتم تنظيف لوحة الطباعة بانتظام، فيجب تنظيفها بالإيثانول كل 8 ساعات.
2- الغرواني يحتوي على شوائب.
3. فتحة لوحة الشبكة غير معقولة أو صغيرة جدًا أو ضغط التوزيع صغير جدًا، وتصميم الغراء غير كافٍ.
4. هناك فقاعات في الغرواني.
5. إذا كان رأس التوزيع مسدودًا، فيجب تنظيف فوهة التوزيع على الفور.
6. إذا كانت درجة حرارة التسخين المسبق لرأس التوزيع غير كافية، فيجب ضبط درجة حرارة رأس التوزيع على 38 درجة مئوية.
سحب الأسلاك
ما يُسمى بسحب الأسلاك هو ظاهرة عدم انكسار غراء الرقعة عند التوزيع، بل توصيله خيطيًا باتجاه رأس التوزيع. وجود أسلاك أكثر، وتغطية غراء الرقعة بالوسادة المطبوعة، يُسبب ضعف اللحام. خاصةً مع كبر الحجم، تزداد احتمالية حدوث هذه الظاهرة عند فوهة طلاء النقاط. يتأثر سحب غراء الرقعة بشكل رئيسي بخاصية سحب راتنج مكونه الرئيسي وظروف طلاء النقاط.
1. زيادة ضربة التوزيع، وتقليل سرعة التحرك، ولكن هذا سوف يقلل من معدل الإنتاج الخاص بك.
2، كلما كانت اللزوجة منخفضة، والثيسوتروبيا عالية للمادة، كلما كان الميل إلى السحب أصغر، لذلك حاول اختيار مثل هذا اللاصق التصحيحي.
3، درجة حرارة منظم الحرارة أعلى قليلاً، مما يجبر على التكيف مع اللزوجة المنخفضة، والغراء التصحيحي عالي اللزوجة، ثم ضع في اعتبارك أيضًا فترة تخزين الغراء التصحيحي وضغط رأس التوزيع.
استكشاف الكهوف
سيولة الرقعة ستسبب الانهيار. المشكلة الشائعة للانهيار هي أن وضعها لفترة طويلة جدًا بعد طلاء البقعة سيؤدي إلى الانهيار. إذا امتد غراء الرقعة إلى وسادة لوحة الدوائر المطبوعة، فسيؤدي ذلك إلى ضعف اللحام. وانهيار لاصق الرقعة للمكونات ذات الدبابيس العالية نسبيًا، فإنه لا يلامس الجسم الرئيسي للمكون، مما سيؤدي إلى التصاق غير كافٍ، وبالتالي يصعب التنبؤ بمعدل انهيار لاصق الرقعة الذي يسهل انهياره، وبالتالي فإن الإعداد الأولي لكمية طلاء النقاط الخاصة به صعب أيضًا. في ضوء ذلك، يتعين علينا اختيار تلك التي ليس من السهل انهيارها، أي الرقعة ذات محلول الاهتزاز العالي نسبيًا. بالنسبة للانهيار الناتج عن وضعه لفترة طويلة جدًا بعد طلاء البقعة، يمكننا استخدام وقت قصير بعد طلاء البقعة لإكمال غراء الرقعة، لتجنب المعالجة.
إزاحة المكون
يعد إزاحة المكونات ظاهرة غير مرغوب فيها ويسهل حدوثها في آلات SMT عالية السرعة، والأسباب الرئيسية هي:
1، هي حركة عالية السرعة للوحة المطبوعة في اتجاه XY الناجمة عن الإزاحة، ومنطقة طلاء لاصق الرقعة للمكونات الصغيرة عرضة لهذه الظاهرة، والسبب هو أن الالتصاق لا ينتج عن ذلك.
2. كمية الغراء تحت المكونات غير متسقة (مثل: نقطتي الغراء تحت IC، نقطة غراء واحدة كبيرة ونقطة غراء واحدة صغيرة)، قوة الغراء غير متوازنة عند تسخينها ومعالجتها، والنهاية ذات الغراء الأقل من السهل تعويضها.
لحام الموجات الزائدة للأجزاء
الأسباب معقدة:
1. قوة التصاق الرقعة ليست كافية.
2. لقد تأثرت قبل اللحام الموجي.
3. هناك المزيد من البقايا على بعض المكونات.
4، الغرواني غير مقاوم لتأثير درجات الحرارة العالية
مزيج غراء التصحيح
تختلف الشركات المصنعة المختلفة لغراء التصحيح في التركيب الكيميائي بشكل كبير، والاستخدام المختلط من السهل أن ينتج الكثير من السيئ: 1، صعوبة المعالجة؛ 2، مرحل اللاصق غير كافٍ؛ 3، اللحام الزائد خطير.
الحل هو: تنظيف لوحة الشبكة، والمكشطة، والتوزيع، والأجزاء الأخرى التي من السهل التسبب في اختلاطها، وتجنب خلط العلامات التجارية المختلفة من غراء التصحيح.
وقت النشر: 05-07-2023





