

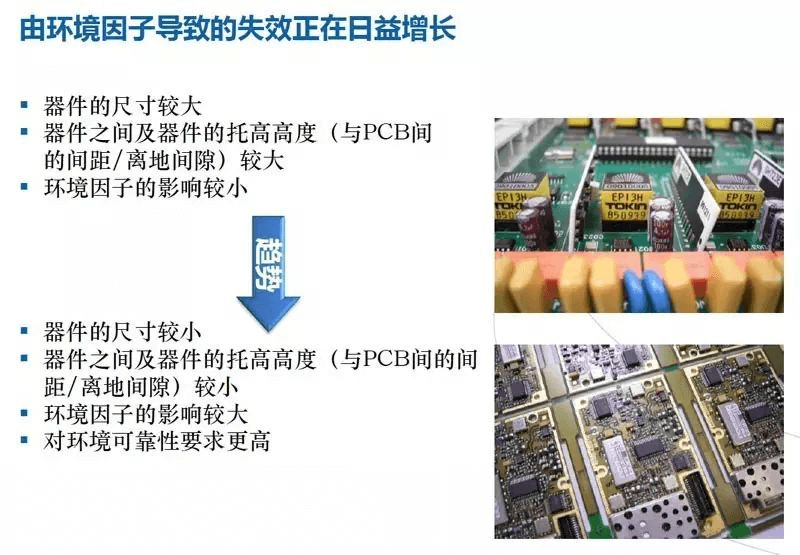
مع تناقص حجم مكونات PCBA، تزداد كثافتها باستمرار؛ كما يتناقص ارتفاع الدعم بين الأجهزة (المسافة بين PCB والخلوص الأرضي) باستمرار، ويزداد تأثير العوامل البيئية على PCBA. لذلك، نرفع من متطلبات موثوقية PCBA للمنتجات الإلكترونية.
1. العوامل البيئية وتأثيرها
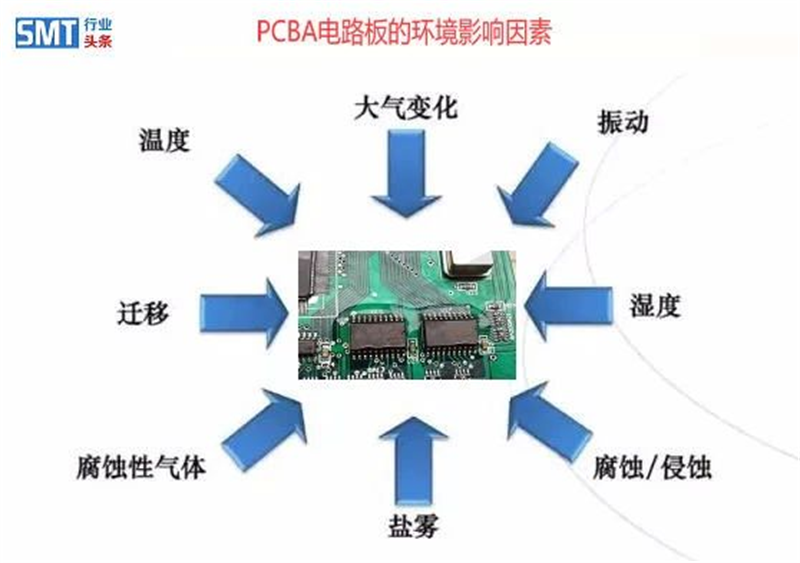
قد تتسبب العوامل البيئية الشائعة مثل الرطوبة والغبار ورذاذ الملح والعفن وما إلى ذلك في حدوث مشكلات فشل مختلفة في PCBA
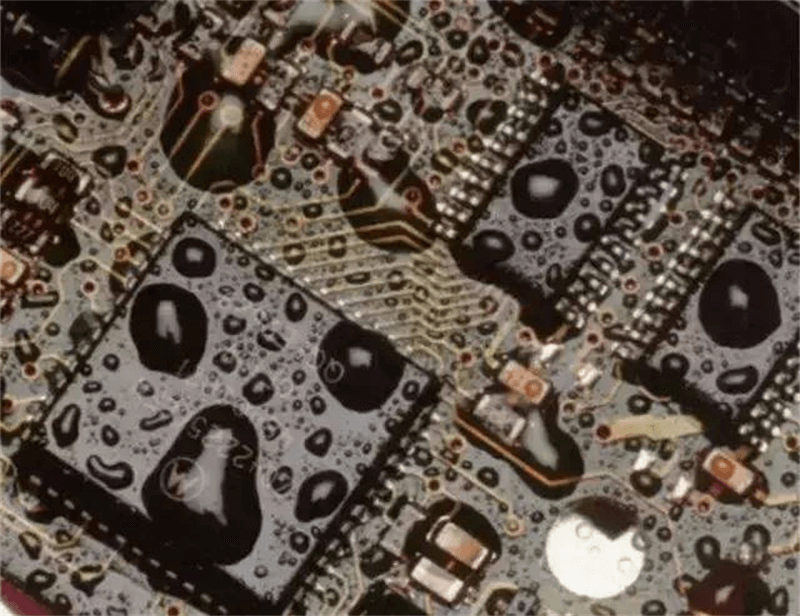
رطوبة
جميع مكونات لوحات الدوائر المطبوعة الإلكترونية تقريبًا في البيئة الخارجية معرضة للتآكل، ومن بينها الماء الذي يُعدّ أهم وسط للتآكل. جزيئات الماء صغيرة بما يكفي لاختراق الفجوة الجزيئية الشبكية لبعض المواد البوليمرية، والدخول إلى الداخل أو الوصول إلى المعدن الأساسي عبر ثقب صغير في الطلاء، مما يُسبب التآكل. عند وصول الرطوبة الجوية إلى مستوى معين، قد يُسبب ذلك هجرة كهروكيميائية للوحات الدوائر المطبوعة، وتيار تسرب، وتشويه الإشارة في الدوائر عالية التردد.
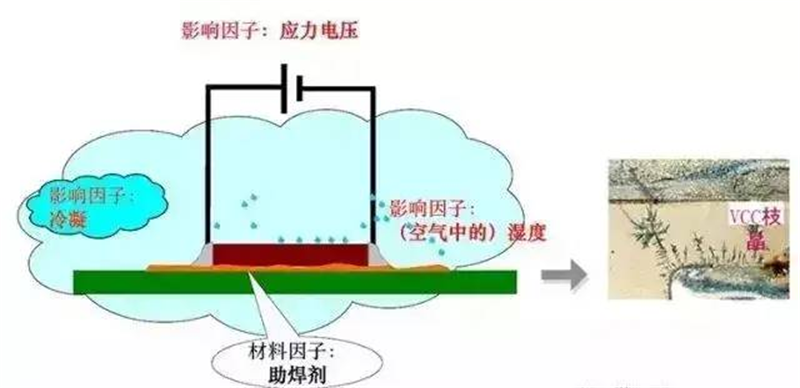
البخار/الرطوبة + الملوثات الأيونية (الأملاح، عوامل التدفق النشطة) = إلكتروليتات موصلة + جهد إجهاد = هجرة كهروكيميائية
عندما تصل نسبة الرطوبة النسبية في الغلاف الجوي إلى 80%، تتكون طبقة مائية بسمك يتراوح بين 5 و20 جزيئًا، وتتحرك جميع أنواع الجزيئات بحرية. وفي وجود الكربون، قد تحدث تفاعلات كهروكيميائية.
عندما تصل الرطوبة النسبية إلى 60%، ستشكل الطبقة السطحية للمعدات فيلمًا مائيًا سميكًا يتكون من 2 إلى 4 جزيئات ماء، وعندما تذوب الملوثات، تحدث تفاعلات كيميائية؛
عندما تكون الرطوبة النسبية < 20% في الغلاف الجوي، تتوقف جميع ظواهر التآكل تقريبًا.
لذلك، فإن مقاومة الرطوبة تشكل جزءًا مهمًا من حماية المنتج.
في الأجهزة الإلكترونية، تأتي الرطوبة بثلاثة أشكال: المطر، والتكثف، وبخار الماء. الماء إلكتروليت يُذيب كميات كبيرة من الأيونات المسببة للتآكل، والتي تُسبب تآكل المعادن. عندما تنخفض درجة حرارة جزء معين من الجهاز عن "نقطة الندى"، يحدث تكثف على سطح الأجزاء الهيكلية أو لوحة الدوائر المطبوعة (PCBA).
تراب
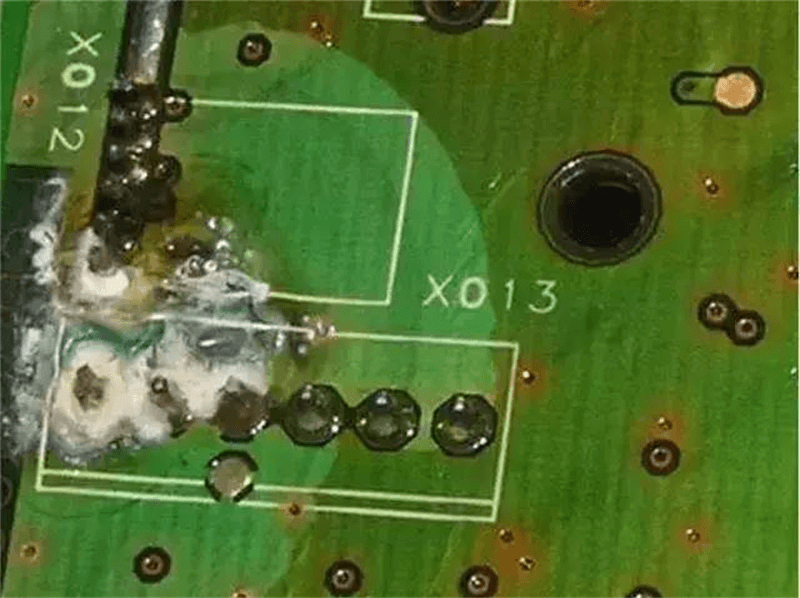
يوجد غبار في الغلاف الجوي، وتستقر ملوثات الأيونات الممتصة من الغبار داخل المعدات الإلكترونية، مسببةً أعطالها. وهذه مشكلة شائعة في أعطال الأجهزة الإلكترونية الميدانية.
ينقسم الغبار إلى نوعينالغبار الخشن هو جزيئات غير منتظمة قطرها من ٢.٥ إلى ١٥ ميكرون، وعادةً لا يُسبب أعطالًا أو انحناءً كهربائيًا أو مشاكل أخرى، ولكنه يؤثر على تلامس الموصل. الغبار الناعم هو جزيئات غير منتظمة قطرها أقل من ٢.٥ ميكرون. يتميز الغبار الناعم بقدرة التصاق معينة على لوحة الدوائر المطبوعة (PCBA)، ولا يُمكن إزالته إلا باستخدام فرشاة مضادة للكهرباء الساكنة.
مخاطر الغبارأ. بسبب تراكم الغبار على سطح PCBA، يحدث تآكل كهروكيميائي، ويزداد معدل التلف؛ ب. يُسبب الغبار والحرارة الرطبة والضباب الملحي أكبر ضرر لـ PCBA، وكان تعطل المعدات الإلكترونية الأكثر شيوعًا في منطقة الصناعة الكيميائية والتعدين بالقرب من الساحل والصحراء (الأراضي المالحة والقلوية) وجنوب نهر هوايخه خلال موسمي العفن والأمطار.
ولذلك، فإن حماية الغبار تشكل جزءًا مهمًا من المنتج.
رش الملح
تشكل رذاذ الملح:ينشأ رذاذ الملح نتيجة عوامل طبيعية، مثل أمواج المحيط، والمد والجزر، وضغط الرياح الموسمية، وأشعة الشمس، وغيرها. ينجرف الرذاذ إلى الداخل مع الرياح، ويتناقص تركيزه مع البعد عن الساحل. عادةً، يكون تركيز رذاذ الملح 1% من الساحل عند الاقتراب من كيلومتر واحد (ولكنه يهب أبعد خلال فترة الأعاصير).
أضرار رش الملح:أ. تلف طلاء الأجزاء الهيكلية المعدنية؛ ب. تسارع معدل التآكل الكهروكيميائي يؤدي إلى كسر الأسلاك المعدنية وتعطل المكونات.
مصادر مماثلة للتآكل:أ. يحتوي عرق اليدين على الملح واليوريا وحمض اللاكتيك ومواد كيميائية أخرى، والتي لها نفس التأثير التآكلي على الأجهزة الإلكترونية مثل رذاذ الملح. لذلك، يجب ارتداء القفازات أثناء التجميع أو الاستخدام، ويجب عدم لمس الطلاء باليدين العاريتين. ب. يحتوي السائل المتدفق على هالوجينات وأحماض، والتي يجب تنظيفها والتحكم في تركيزها المتبقي.
ولذلك، فإن منع رذاذ الملح يشكل جزءًا مهمًا من حماية المنتجات.
قالب
العفن الفطري، الاسم الشائع للفطريات الخيطية، يعني "الفطريات المتعفنة"، وهي تميل إلى تكوين فطريات كثيفة، لكنها لا تُنتج أجسامًا ثمرية كبيرة مثل الفطر. في الأماكن الرطبة والدافئة، تنمو على العديد من الكائنات، بالعين المجردة، بعض المستعمرات الزغبية أو المتكتلة أو الشبيهة بشبكة العنكبوت، أي العفن.
الشكل 5: ظاهرة العفن في ثنائي الفينيل متعدد الكلور
أضرار العفنأ. يؤدي بلعمة العفن وانتشاره إلى تدهور عزل المواد العضوية وتلفها وفشلها؛ ب. نواتج أيض العفن هي أحماض عضوية، تؤثر على العزل والمتانة الكهربائية وتُنتج قوسًا كهربائيًا.
لذلك، يعد مكافحة العفن جزءًا مهمًا من منتجات الحماية.
مع الأخذ في الاعتبار الجوانب المذكورة أعلاه، يجب ضمان موثوقية المنتج بشكل أفضل، ويجب عزله عن البيئة الخارجية بأقل قدر ممكن، لذلك يتم تقديم عملية طلاء الشكل.
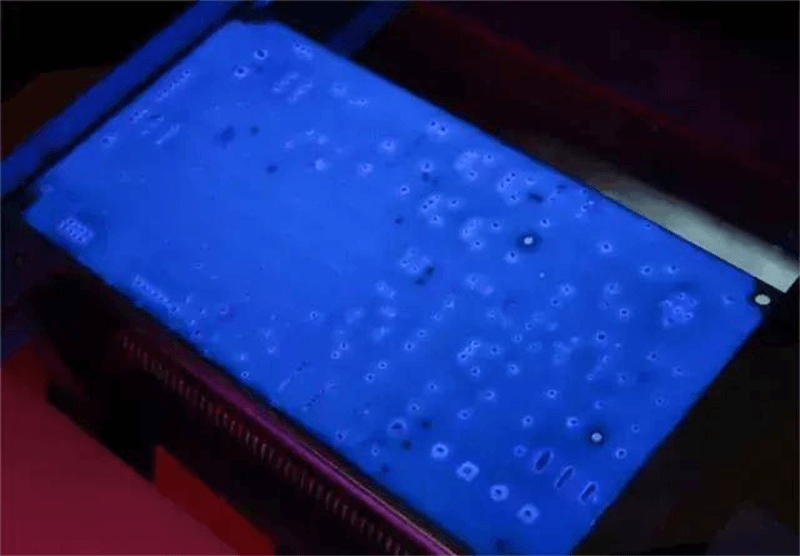
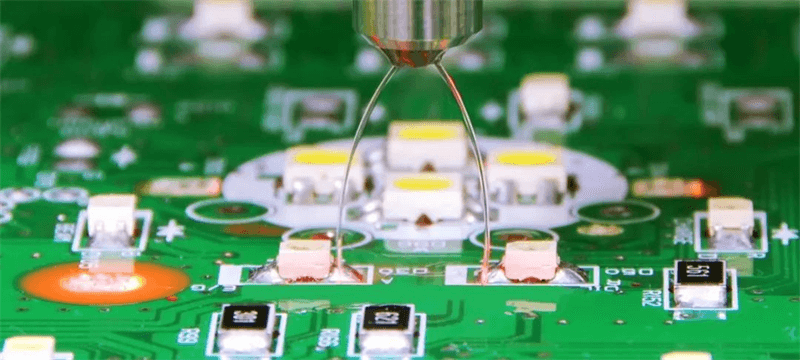
طلاء PCB بعد عملية الطلاء، تحت تأثير إطلاق المصباح الأرجواني، يمكن أن يكون الطلاء الأصلي جميلاً للغاية!
ثلاثة طلاء مضاد للطلاءيشير هذا المصطلح إلى طلاء طبقة عازلة واقية رقيقة على سطح لوحة الدوائر المطبوعة. وهو أكثر طرق طلاء ما بعد اللحام شيوعًا في الوقت الحالي، ويُطلق عليه أحيانًا اسم طلاء السطح والطلاء المطابق (الاسم الإنجليزي: طلاء، طلاء مطابق). يعزل هذا الطلاء المكونات الإلكترونية الحساسة عن البيئة القاسية، ويُحسّن بشكل كبير من سلامة وموثوقية المنتجات الإلكترونية، ويُطيل عمرها الافتراضي. كما يحمي الطلاء المقاوم للطلاء الثلاثي الدوائر/المكونات من العوامل البيئية، مثل الرطوبة والملوثات والتآكل والإجهاد والصدمات والاهتزازات الميكانيكية والدورة الحرارية، مع تحسين المتانة الميكانيكية وخصائص العزل للمنتج.
بعد عملية طلاء PCB، يتم تشكيل فيلم واقي شفاف على السطح، مما يمكنه منع تسرب الماء والرطوبة بشكل فعال، وتجنب التسرب والدائرة القصيرة.
2. النقاط الرئيسية لعملية الطلاء
وفقًا لمتطلبات IPC-A-610E (معيار اختبار التجميع الإلكتروني)، فإنه ينعكس بشكل أساسي في الجوانب التالية:
منطقة
1. المناطق التي لا يمكن طلائها:
المناطق التي تتطلب توصيلات كهربائية، مثل الوسادات الذهبية، والأصابع الذهبية، والثقوب المعدنية، وثقوب الاختبار؛
البطاريات ومثبتات البطاريات؛
موصل؛
الصمامة والغلاف؛
جهاز تبديد الحرارة؛
سلك التوصيل؛
عدسة الجهاز البصري؛
مقياس الجهد؛
جهاز استشعار؛
لا يوجد مفتاح مختوم؛
مناطق أخرى حيث قد يؤثر الطلاء على الأداء أو التشغيل.
2. المناطق التي يجب طلائها: جميع وصلات اللحام، والدبابيس، والمكونات، والموصلات.
3. المناطق الاختيارية
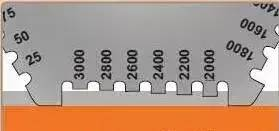
سماكة
يُقاس السُمك على سطح مُستوٍ وخالٍ من العوائق ومُعالج لمكون الدائرة المطبوعة، أو على صفيحة مُلحقة تُعالج مع المكون. قد تكون الألواح المُلحقة من نفس مادة الألواح المطبوعة أو مواد أخرى غير مسامية، مثل المعدن أو الزجاج. كما يُمكن استخدام قياس سُمك الغشاء الرطب كطريقة اختيارية لقياس سُمك الطلاء، شريطة وجود علاقة تحويل مُوثقة بين سُمك الغشاء الرطب والجاف.

الجدول 1: معيار نطاق السُمك لكل نوع من مواد الطلاء
طريقة اختبار السُمك:
1. أداة قياس سماكة الفيلم الجاف: ميكرومتر (IPC-CC-830B)؛ ب. جهاز اختبار سماكة الفيلم الجاف (قاعدة حديدية)
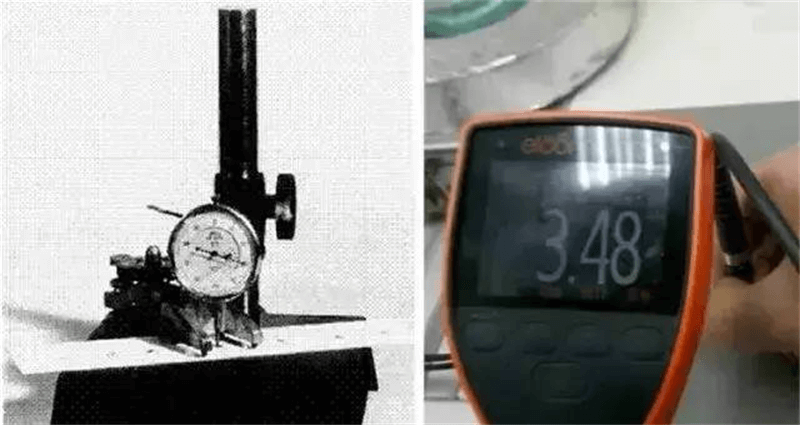
الشكل 9. جهاز الفيلم الجاف الميكرومتري
2. قياس سمك الفيلم الرطب: يمكن الحصول على سمك الفيلم الرطب بواسطة أداة قياس سمك الفيلم الرطب، ثم حسابه حسب نسبة محتوى المادة الصلبة من الغراء
سمك الفيلم الجاف
في الشكل 10، تم الحصول على سمك الفيلم الرطب بواسطة جهاز اختبار سمك الفيلم الرطب، ثم تم حساب سمك الفيلم الجاف
دقة الحافة
تعريففي الظروف العادية، لن يكون رش صمام الرش من حافة الخط مستقيمًا تمامًا، بل سيظل هناك دائمًا نتوء صغير. نُعرّف عرض النتوء بأنه دقة الحافة. كما هو موضح أدناه، حجم d هو قيمة دقة الحافة.
ملاحظة: من المؤكد أن دقة الحافة الأصغر هي الأفضل، ولكن متطلبات العملاء المختلفة ليست هي نفسها، لذا فإن دقة الحافة المطلية المحددة تلبي متطلبات العملاء.

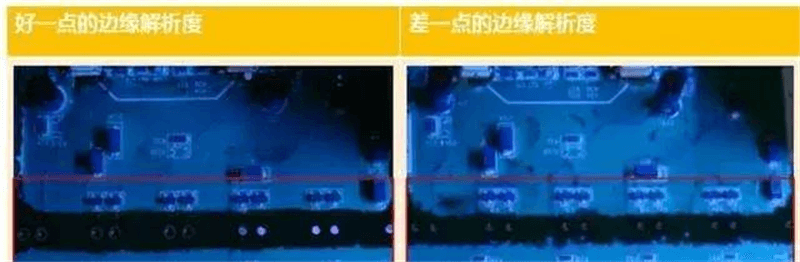
الشكل 11: مقارنة دقة الحافة
التوحيد
يجب أن يكون الغراء مثل سمك موحد وفيلم ناعم وشفاف مغطى بالمنتج، والتركيز على توحيد الغراء المغطى بالمنتج فوق المنطقة، ثم، يجب أن يكون بنفس السمك، لا توجد مشاكل في العملية: الشقوق، والطبقية، والخطوط البرتقالية، والتلوث، وظاهرة الشعيرات الدموية، والفقاعات.
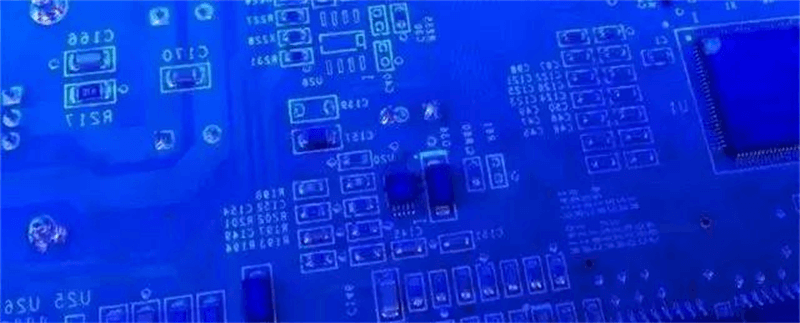
الشكل 12: تأثير طلاء آلة الطلاء الأوتوماتيكية المحورية من سلسلة AC، التوحيد متسق للغاية
3. تنفيذ عملية الطلاء
عملية الطلاء
1 التحضير
تحضير المنتجات والغراء والأشياء الضرورية الأخرى؛
تحديد موقع الحماية المحلية؛
تحديد تفاصيل العملية الرئيسية
2: غسل
ينبغي تنظيفها في أقصر وقت بعد اللحام، لمنع الأوساخ الناتجة عن اللحام من الصعب تنظيفها؛
تحديد ما إذا كان الملوث الرئيسي قطبيًا أو غير قطبي، من أجل اختيار عامل التنظيف المناسب؛
في حالة استخدام منظف الكحول، يجب الانتباه إلى أمور السلامة: يجب أن تكون هناك تهوية جيدة وقواعد للتبريد والتجفيف بعد الغسيل، لمنع تطاير المذيبات المتبقية الناتجة عن الانفجار في الفرن؛
تنظيف المياه، مع سائل التنظيف القلوي (المستحلب) لغسل التدفق، ثم شطف بالماء النقي لتنظيف سائل التنظيف، لتلبية معايير التنظيف؛
3. حماية القناع (إذا لم يتم استخدام معدات طلاء انتقائية)، أي القناع؛
يجب اختيار فيلم غير لاصق حتى لا ينقل شريط الورق؛
يجب استخدام شريط ورقي مضاد للكهرباء الساكنة لحماية الدائرة المتكاملة؛
وفقًا لمتطلبات الرسومات لبعض الأجهزة لحماية الدرع؛
4. إزالة الرطوبة
بعد التنظيف، يجب تجفيف PCBA (المكون) المحمي مسبقًا وإزالة الرطوبة منه قبل الطلاء؛
تحديد درجة الحرارة/وقت التجفيف المسبق وفقًا لدرجة الحرارة المسموح بها من قبل PCBA (المكون)؛
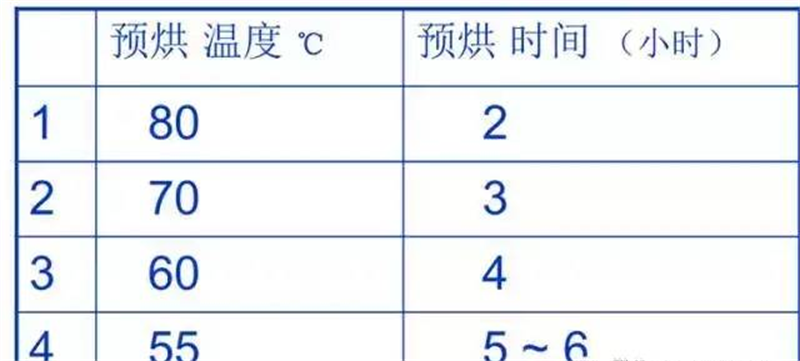
يمكن السماح لـ PCBA (المكون) بتحديد درجة الحرارة / وقت طاولة التجفيف المسبق
5 معطف
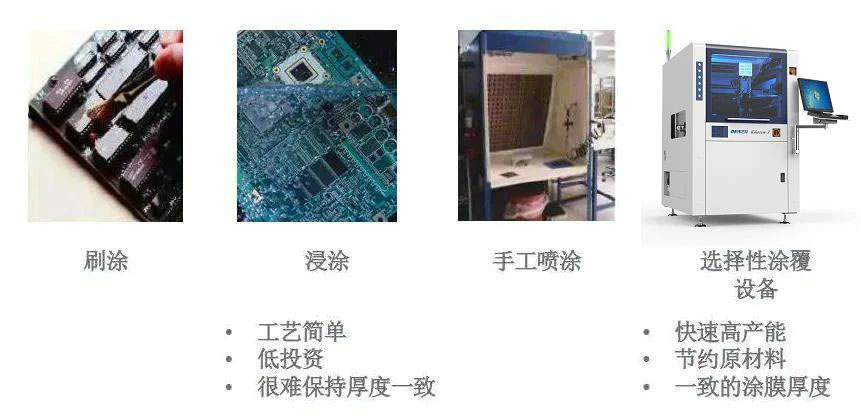
تعتمد عملية طلاء الشكل على متطلبات حماية PCBA ومعدات العملية الموجودة والاحتياطي الفني الموجود، والتي يتم تحقيقها عادةً بالطرق التالية:
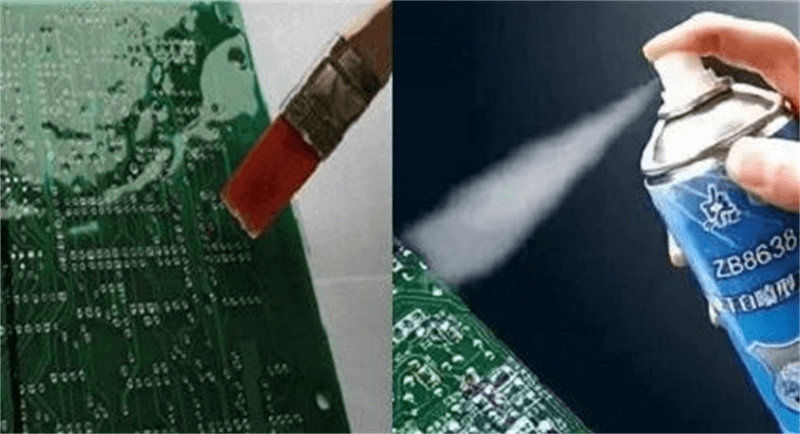
أ. الفرشاة باليد
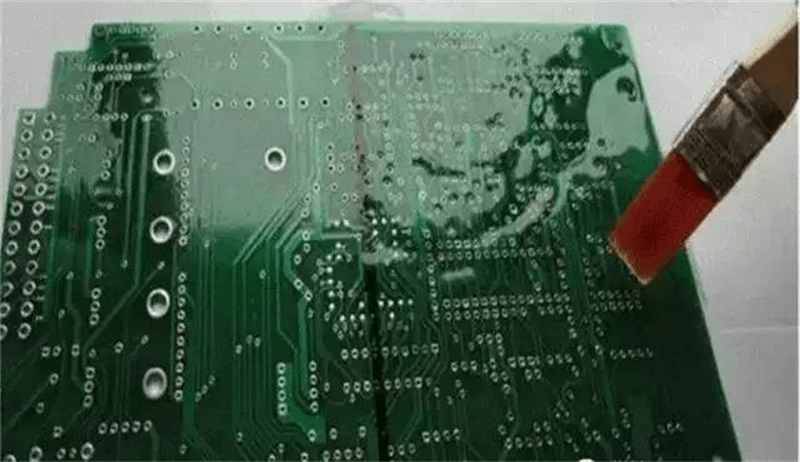
الشكل 13: طريقة تنظيف الأسنان بالفرشاة اليدوية
طلاء الفرشاة هو العملية الأكثر استخدامًا، ومناسب للإنتاج بكميات صغيرة، وبنية PCBA المعقدة والكثيفة، ويحتاج إلى حماية من متطلبات حماية المنتجات القاسية. بفضل التحكم الحر في طلاء الفرشاة، لن تتلوث الأجزاء غير المسموح بطلائها؛
يستهلك طلاء الفرشاة أقل قدر من المواد، وهو مناسب للسعر المرتفع للطلاء المكون من مكونين؛
تتطلب عملية الطلاء متطلبات عالية من المُشغّل. قبل البناء، يجب دراسة الرسومات ومتطلبات الطلاء بعناية، والتعرف على أسماء مكونات PCBA، ووضع علامات لافتة للنظر على الأجزاء التي لا يُسمح بطلائها.
لا يُسمح للمشغلين بلمس المكونات المطبوعة بأيديهم في أي وقت لتجنب التلوث؛
ب. الغمس باليد
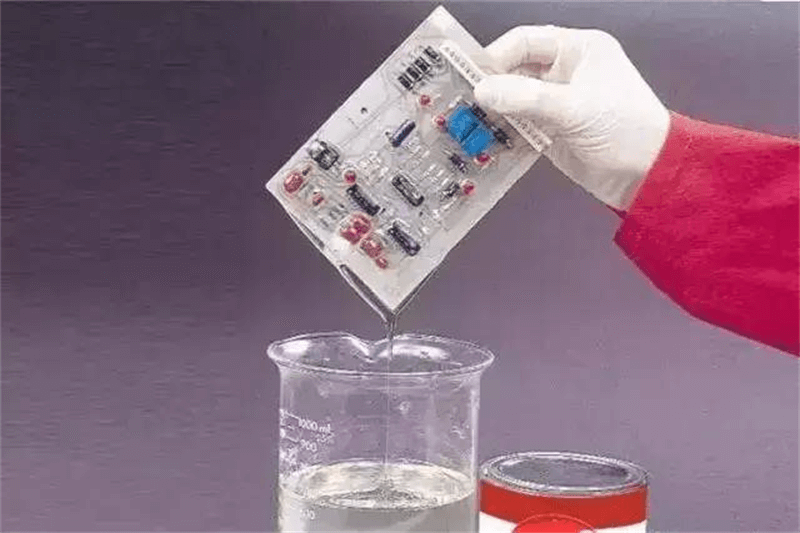
الشكل 14: طريقة طلاء الغمس اليدوي
توفر عملية طلاء الغمس أفضل نتائج الطلاء. يمكن تطبيق طلاء موحد ومتواصل على أي جزء من لوحة الدوائر المطبوعة. لا تُناسب عملية طلاء الغمس لوحات الدوائر المطبوعة ذات المكثفات القابلة للتعديل، أو النوى المغناطيسية الدقيقة، أو مقاييس الجهد، أو النوى المغناطيسية على شكل كوب، أو بعض الأجزاء ذات العزل الضعيف.
المعايير الرئيسية لعملية طلاء الغمس:
ضبط اللزوجة المناسبة؛
تحكّم بسرعة رفع لوحة الدوائر المطبوعة (PCBA) لمنع تكوّن الفقاعات. عادةً، لا تتجاوز السرعة مترًا واحدًا في الثانية.
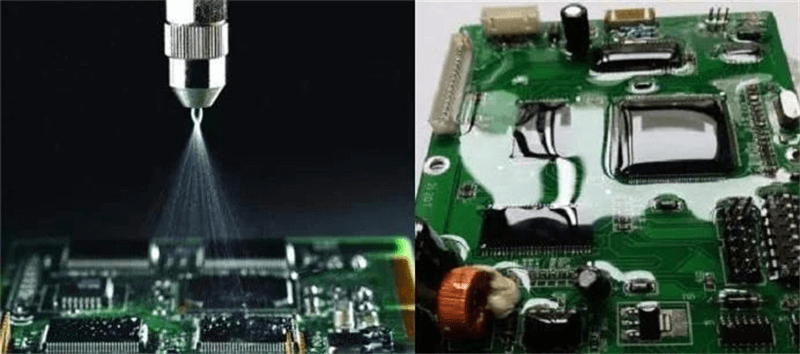
ج. الرش
الرش هو الطريقة الأكثر استخدامًا والأسهل قبولًا، وينقسم إلى الفئتين التاليتين:
① الرش اليدوي
الشكل 15: طريقة الرش اليدوي
مناسب لقطعة العمل الأكثر تعقيدًا، ويصعب الاعتماد على وضع الإنتاج الضخم لمعدات التشغيل الآلي، ومناسب أيضًا لمجموعة متنوعة من خطوط المنتجات ولكن في وضع أقل، ويمكن رشه إلى موضع أكثر خصوصية.
ملاحظة بشأن الرش اليدوي: قد يُلوِّث رذاذ الطلاء بعض الأجهزة، مثل مقبس لوحة الدوائر المطبوعة، ومقبس الدائرة المتكاملة، وبعض نقاط التلامس الحساسة، وبعض أجزاء التأريض. يجب الانتباه إلى موثوقية حماية الغطاء لهذه الأجزاء. كما يُنصح بعدم لمس القابس المطبوع بأيديه في أي وقت لمنع تلوث سطح تلامس القابس.
② الرش التلقائي
يُشير هذا المصطلح عادةً إلى الرش الآلي باستخدام معدات طلاء انتقائية. يتميز هذا المصطلح بتوافقه الجيد ودقته العالية وتلوثه البيئي المنخفض. مع تطور الصناعة، وزيادة تكاليف العمالة، والمتطلبات الصارمة لحماية البيئة، أصبحت معدات الرش الآلي تُحل تدريجيًا محل أساليب الطلاء الأخرى.
مع تزايد متطلبات الأتمتة في الصناعة 4.0، تحول تركيز الصناعة من توفير معدات طلاء مناسبة إلى حل مشكلة عملية الطلاء بأكملها. تتميز آلة الطلاء الانتقائي الأوتوماتيكية بدقة الطلاء وعدم هدر المواد، وهي مناسبة لكميات كبيرة من الطلاء، والأنسب لكميات كبيرة من ثلاثة أنواع من الطلاء المضاد للطلاء.
مقارنة بينآلة طلاء أوتوماتيكيةوعملية الطلاء التقليدية
طلاء PCBA التقليدي ثلاثي المقاومة:
1) طلاء الفرشاة: هناك فقاعات، موجات، إزالة الشعر بالفرشاة؛
2) الكتابة: بطيئة جدًا، ولا يمكن التحكم في الدقة؛
3) نقع القطعة بأكملها: إهدار كبير للطلاء، وسرعة بطيئة؛
4) رش مسدس الرش: لحماية التركيبات، انجراف أكثر من اللازم
طلاء آلة الطلاء:
1) يتم ضبط كمية طلاء الرش وموضع طلاء الرش والمنطقة بدقة، ولا توجد حاجة لإضافة أشخاص لمسح اللوحة بعد طلاء الرش.
2) يمكن طلاء بعض مكونات التوصيل ذات المسافة الكبيرة من حافة اللوحة مباشرة دون الحاجة إلى تثبيت التركيب، مما يوفر على موظفي تركيب اللوحة.
3) عدم تطاير الغاز لضمان بيئة تشغيل نظيفة.
4) لا تحتاج كافة الركيزة إلى استخدام تركيبات لتغطية فيلم الكربون، مما يزيل احتمالية الاصطدام.
5) ثلاثة سماكة طلاء مضادة للطلاء موحدة، مما يحسن بشكل كبير من كفاءة الإنتاج وجودة المنتج، ولكن أيضًا يتجنب هدر الطلاء.
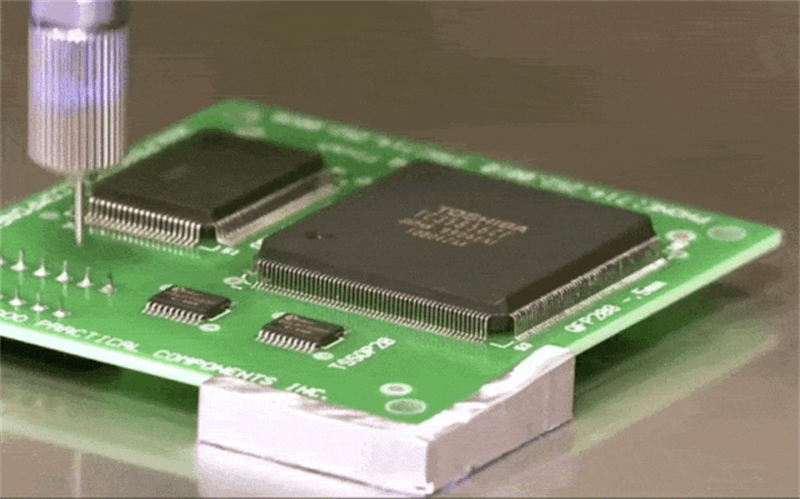
صُممت آلة طلاء الطلاء الأوتوماتيكية ثلاثية المحاور من PCBA خصيصًا لرشّ ثلاث معدات رش ذكية مضادة للطلاء. نظرًا لاختلاف المادة المراد رشها وسائل الرش المستخدم، يختلف اختيار مكونات آلة الطلاء في تصميمها. تعتمد هذه الآلة على أحدث برامج التحكم الحاسوبية، مما يسمح بتحقيق ربط ثلاثي المحاور، مع نظام تحديد المواقع والتتبع بالكاميرا، مما يتيح التحكم الدقيق في منطقة الرش.
ثلاثة آلة طلاء مضادة للطلاء، والمعروفة أيضًا باسم آلة الغراء المضادة للطلاء الثلاثة، وآلة الغراء بالرش المضادة للطلاء الثلاثة، وآلة رش الزيت المضادة للطلاء الثلاثة، وآلة رش الطلاء الثلاثة، وهي مخصصة خصيصًا للتحكم في السوائل، على سطح PCB المغطى بطبقة من ثلاثة طلاء مضاد، مثل التشريب أو الرش أو طريقة طلاء الدوران على سطح PCB المغطى بطبقة من مقاومة الضوء.
أصبحت كيفية تلبية الطلب المتزايد على طلاءات مقاومة الطلاء الثلاثية الأبعاد مشكلةً ملحةً في الصناعة. تُقدم معدات الطلاء الأوتوماتيكية، التي تُمثلها آلة الطلاء الانتقائي الدقيق، طريقة تشغيل جديدة.طلاء دقيق ولا هدر للمواد، الأكثر ملاءمة لعدد كبير من ثلاثة طلاء مضاد للطلاء.
وقت النشر: ٨ يوليو ٢٠٢٣





